欢迎光临 无锡方管厂家 官网!
全国服务热线:
18118889993
欢迎光临 无锡方管厂家 官网!
18118889993

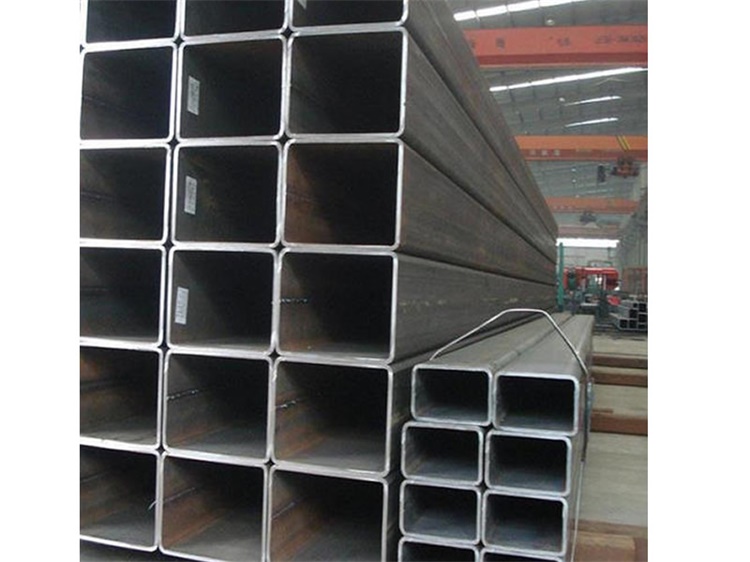
大口径方管介绍:
大口径方管的原料是圆管坯。并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为 1200 摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题 . 圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成厚壁无缝管管。厚壁无缝管内径由定径机钻头的外径长度来确定。
大口径方管进入冷却塔中,钢管经定径后。通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。厚壁无缝管质检后还要通过严格的手工挑选。厚壁无缝管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
35CrMo 钢超厚壁无缝管的轧制
用35CrMo 钢的305 mm ×305 mm 精锻方坯经热定型成圆柱管坯并冲中心孔后,在Ф216 mm 皮尔格周期轧管机组上热轧成Ф215 mm ×72. 5 mm(径壁比为2. 97) 超厚壁无缝管的工艺过程。在初步确定其热轧工艺流程和工艺参数后,用同尺寸规格的20 钢坯料2 批(每批12 件)进行了2 批次试验轧制,并分别测定及分析其壁厚偏心量和产生的原因后,注意管坯加热温度的均匀性、冲中心孔的质量、调整了设备、适当修正轧辊孔型和送入量等,最终轧制出符合该种尺寸规格要求的35CrMo 钢超厚壁无缝管。最后,对轧出的此种超厚壁无缝管进行几何尺寸、横截面上不同半径处的金相组织、力学性能等检测与分析后,确认厚壁无缝管质量达到了技术要求。
厚壁无缝管按生产方式可分为热轧(挤压)、焊接和冷加工三类。
热轧无缝钢管是将实心的管坯或钢锭穿孔并轧制成空心断面的钢管,基本工序是穿孔和轧管。高合金钢种用挤压方式生产,有色金属无缝管以挤压方式生产为主。
焊接管(有缝管)是将钢板或钢带用各种成形方式弯卷成所要求的横断面形状,然后用不同的焊接方法将焊缝焊合而获得钢管的过程,基本工序是成形与焊接。这种厚壁无缝管生产的连续性强,效率高,成本低,单位产品的投资少,加之带材生产的迅速发展,是的它在管材产量中的比重不断增长。随着焊接技术和焊缝热处理技术的提高以及采用焊管机后再加热和张力减径工艺,基本上消除了焊缝和热影响区性能差的缺点并可扩大机组产品规格,现在焊接管已经不只是用于一般的输送管道,而且已用作锅炉管、石油管,并部分地取代了厚壁无缝管。
推荐资讯